
When he walked into a U.S forklift plant acquired by Toyota Logistics & Forklift (TL&F) for the first time, internal quality consultant Sadao Nomura recalled that the facility “overflowed with so many things that I couldn’t see what was happening and where.” Defective forklifts sat idle awaiting rework. Employees rushed about “in confusion” to build new lifts.
The plant had been trying to solve its quality problems since TL&F, known formally as the Industrial Vehicle Division of Toyota Industries Corporation, had acquired it in 2000. Nomura visited in 2006, but the plant had little progress to show. A quality improvement ninja with deep experience from other company assignments, Nomura was picked by Toyota Industries to improve quality at the acquired U.S. plant and struggling acquisitions in Sweden and France.
Improvement was expected, but the radical (dantotsu in Japanese) nature of it was not. In fact, Toyota’s parent operations in Japan adopted the methods Nomura developed. He reveals exactly what he did through text and detailed graphics in his new book The Toyota Way of Dantotsu Radical Quality Improvement.
Improvement was expected, but the radical (dantotsu in Japanese) nature of it was not. In fact, Toyota’s parent operations in Japan adopted the methods Nomura developed.
For example, one of the first actions he took was to implement an eight-step procedure relying heavily on team leaders taking steps to prevent the recurrence of defects. It’s an urgent, standardized process that emphasizes investigating the causes of defects and implementing countermeasures immediately. The procedure, which was easy for managers and associates to grasp, meant every part of the company pursued defect identification and prevention in a uniform way.
In two years, the U.S plant cut the number of defects in finished vehicle inspection by as much as 90%. And the effort catapulted the company to new levels of business performance. In the book’s Foreword, the company president notes that one facility increased production from 4,000 units shipped in 2008 to 22,000 units shipped in 2019, a 450% increase in the same manufacturing footprint.
The following excerpt from pages 46-47 of Chapter 3 concisely describes the eight steps Nomura used:
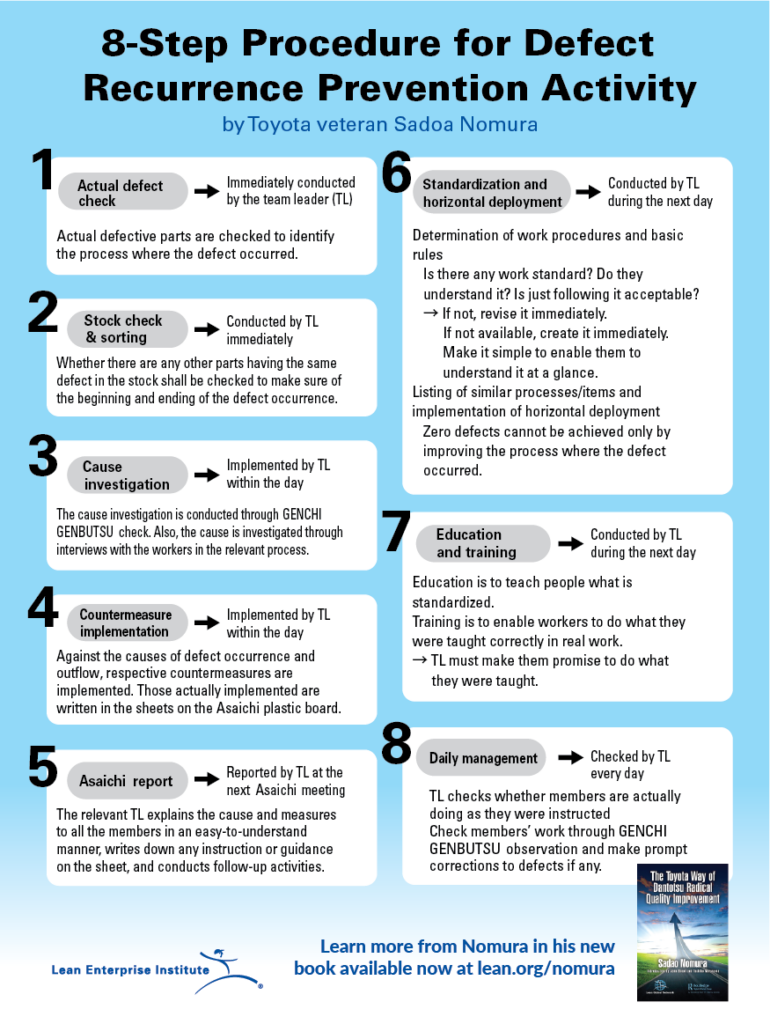
The procedure is a type of standardized method that enables anyone to understand how to prevent a recurrence of defects. This procedure allows every section of the company to proceed with the defect recurrence prevention activity in the same way, as well as to facilitate evaluation of how far it is going or where the problem is, so that mutual learning in the organization becomes very easy.
1. Actual defect check
Conducted by the team leader (TL) immediately, actual defective parts are checked to identify the process where the defect occurred.
2. Stock check and sorting
Conducted by the TL immediately. Stocks are checks to determine if any other parts have the same defect and to ascertain the beginning and end of the defect occurrence.
3. Cause investigation
Implemented by the TL within the day. The investigation is conducted through a genchi genbutsu check by going to see the problem where it actually happened. Also, the cause is investigated through interviews with the workers in the relevant process.
4. Countermeasure implementation
Implemented by the TL within the day. Countermeasures are implemented against the causes of the defect occurrence and outflow. They are written down and posted to the asaichi or morning meeting board.
5. Asaichi report
At the next morning meeting, the relevant TL explains the cause and measures to all team members in an easy-to-understand manner, writes down any instruction or guidance on the sheet, and conducts follow-up activities.
6. Standardization and horizontal deployment
Conducted by the TL during the next day to determine work procedures and basic rules:
- Is there any work standard?
- Do people understand it? If not, revise it immediately.
- If it doesn’t exist, create one immediately. Make it simple so people understand it at a glance.
- List similar processes or items to implement the standard horizontally across the company.
Zero defects cannot be achieved only by improving the process where the defect occurred.
7. Education and training
Conducted by the TL during the next day to teach people the standard so they can follow it correctly in real work.
8. Daily management
Checked by the TL every day. Through genchi genbutsu – go and see – observation, the leader checks that team members are actually working to the standard and makes prompt corrections if they aren’t.
Learn more:
- Get the book that author, lean management practitioner, and former LEI CEO John Shook describes as “a story of remarkable quality improvement inside the world’s best quality manufacturer.” Use the early bird code NOMURA at the LEI store to get a 10% discount through August 31.
- Read the Lean Post story on Sadao Nomura’s 10 Golden Rules for Radical Quality Improvement and download the handy infographic to share.






